
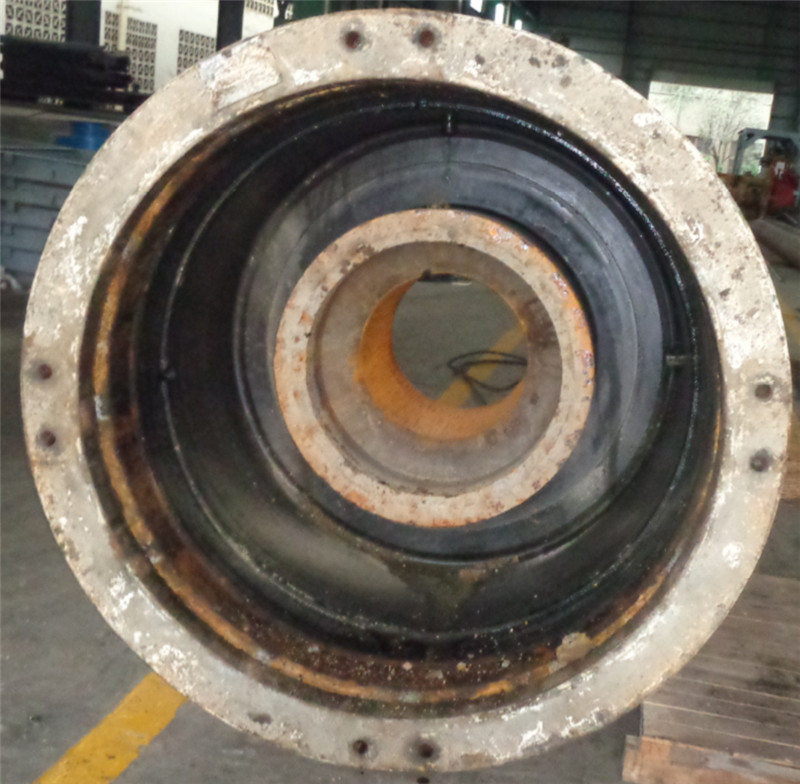
Original Photo of BOP


Original photo of the main parts after the disintegration of the BOP



Photos of the size inspection and flaw detection of main parts


The inspection found that the diameter hole size of the shell and top cover exceeded the standard and needed to be repaired by overlay welding
Photos of Flaw Detection of Major Parts



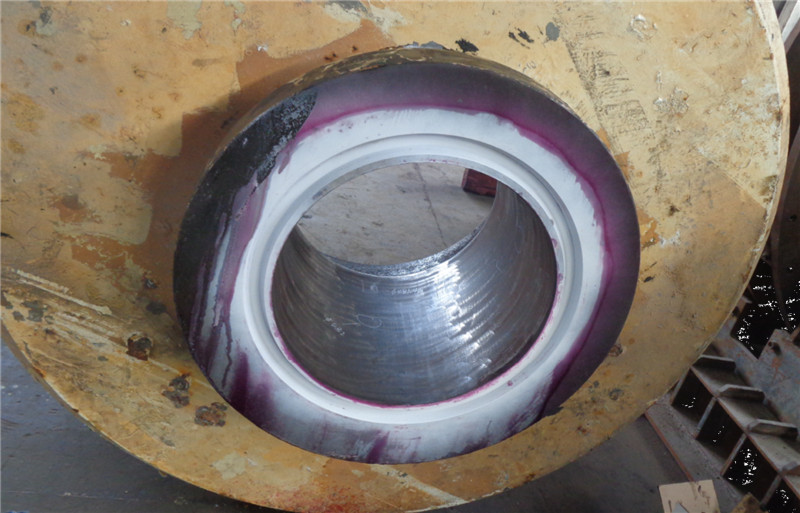
Photos of Corrosion Pits and Strain Repairs of Cylindrical Sealing Surfaces in The Shell Liquid Cylinder



There are two circles of dense corrosion pit defects around the circumference of the cylindrical sealing surface in the shell. Photos of hardfacing repair of corrosion pits.
Photos of The Repaired Corrosion Pits and Through Holes on The Inner Cylindrical Sealing Surface of The Cylinder Shell



The inspector found that the diameter size of the body exceeded the standard, and there were many dense minor strains and corrosion pits in the gate cavity.
Photos of Roof Diameter Holes and Underwire Grooves Repaired



Photo of The Spherical Sealing Surface of The Top Cover and The Steel Ring Groove, Diameter Hole and Threaded Hole after Repair.

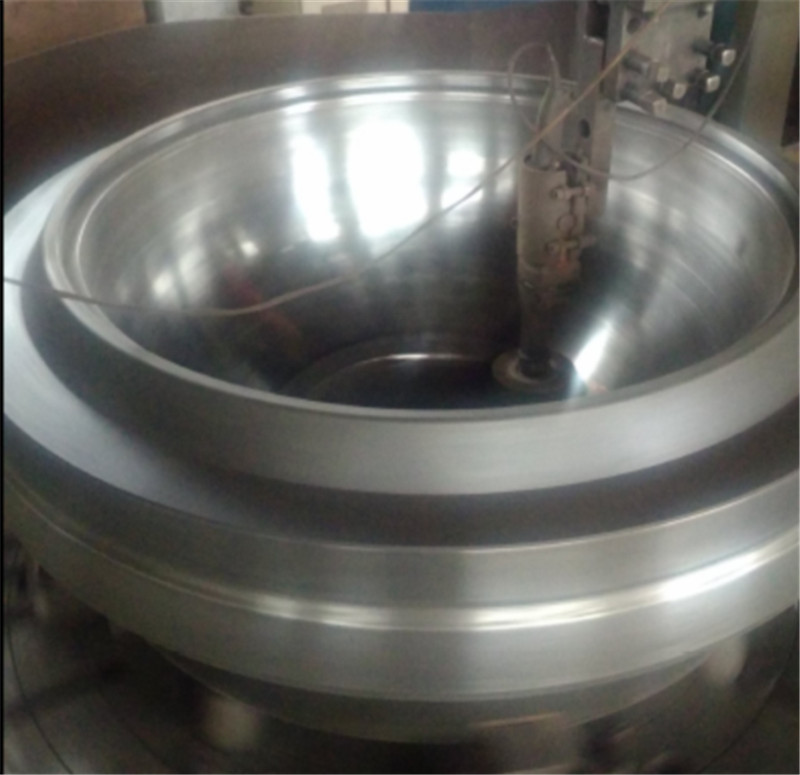

After polishing, it was found that there were many corrosion pits and strain defects in the spherical sealing surface of the top cover.
After repair welding repair, and on a lathe to machine the inner spherical surface.
After repair, clean the thread with a wire tap on the threaded hole of the top cover.
Piston Repair Photo


The slight corrosion pits and strains on the sealing surface of the piston are repaired and welded, and polished on the lathe after welding.

Photos after fixing
Reassembly and Pressure Test and Finished Photos


